

打磨粉尘处理工程|滤筒除尘器解决方案
一、打磨粉尘来源及危害
打磨粉尘主要产生于金属打磨、木器打磨、石材打磨、塑料打磨、零部件抛光等作业过程,广泛存在于机械加工、家具制造、石材加工、汽车零部件、五金制品、航空航天零部件等行业。粉尘主要成分为金属粉末、木质纤维、石材颗粒、树脂粉尘以及多种杂质颗粒,粒径通常在0.05-2μm之间,其中大部分为可吸入性粉尘,部分为可入肺粉尘。其危害极为严重:打磨粉尘颗粒细微,易悬浮于空气中,长期吸入会导致尘肺病、金属沉着症等职业病,尤其金属粉尘(如铝粉、铁粉)还可能引发呼吸道刺激、过敏等症状;木质、树脂等粉尘属于易燃粉尘,堆积过多易引发粉尘爆炸,存在极大安全隐患;高浓度粉尘会遮挡操作视线,影响打磨精度,降低产品合格率;同时,粉尘无组织排放不符合环保排放标准,企业将面临环保处罚、停产整改等压力。滤筒除尘器作为打磨粉尘治理的核心设备,凭借高效过滤性能,除尘效率可达99.9%以上,能有效解决上述问题。
二、打磨粉尘处理工艺
针对打磨粉尘粒径细、悬浮性强、产尘点分散、部分粉尘含粘性的特点,采用滤筒除尘器为主的处理工艺,核心设备为专用滤筒除尘器。其工作原理是利用滤筒的高效过滤特性,将空气中的打磨粉尘颗粒截留、过滤,使净化后的气体达到排放标准后排放。滤筒采用PTFE覆膜+防静电处理,既保证了过滤精度,又能有效防止粉尘粘附,同时避免静电积聚引发安全事故;采用脉冲喷吹清灰技术,清灰彻底、高效,可实现设备连续稳定运行,无需频繁停机维护。处理风量覆盖5000-50000立方米/小时,可根据打磨工位数量、粉尘产生量,灵活选用移动式单机、固定式单机或中央集尘系统,适配不同车间布局。
三、打磨粉尘处理工艺说明
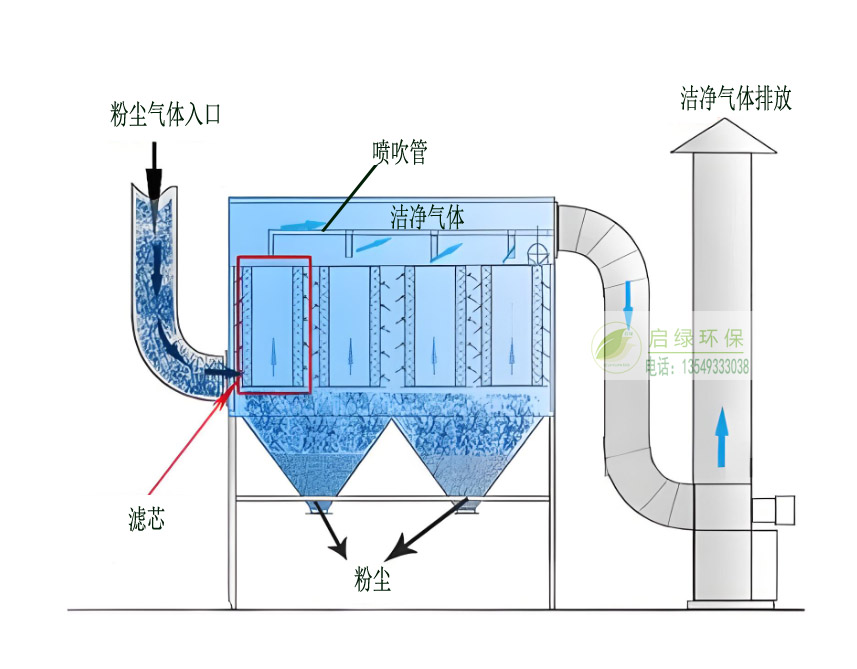
(打磨粉尘处理工艺流程图:打磨工位→吸尘罩/吸尘工作台→管道系统→预处理装置→滤筒除尘器→风机→达标排放;压缩空气→脉冲清灰→灰斗→卸灰阀→集尘桶→粉尘回收/处理)
1. 粉尘收集与输送
根据打磨工位类型,灵活配置收集装置:小型单机打磨工位采用固定式吸尘罩或吸尘工作台,工作台内置吸尘通道,可直接将打磨产生的粉尘吸入管道,不影响操作;大型工件打磨工位设置可移动吸尘罩或侧吸罩,可根据工件大小、打磨位置灵活调整;流水线打磨作业采用整体密闭罩,形成负压空间,确保粉尘无泄漏。粉尘通过密封管道系统负压输送,管道内壁做防磨损处理,避免粉尘冲刷导致管道破损,同时设置检修口,方便后期维护清理。
2. 预处理与高效过滤
含尘气体进入滤筒除尘器前,先经过预处理装置(旋风分离器),去除其中较大粒径的粉尘颗粒(粒径≥10μm),减少滤筒磨损,延长滤筒使用寿命。预处理后的含尘气体经导流板均匀分布至滤筒区域,粉尘颗粒被阻留在滤筒表面的覆膜层上,净化后的气体透过滤筒进入洁净气室,由风机引出,实现达标排放。滤筒采用竖装设计,过滤面积大,粉尘可自然沉降,减少滤筒负荷,同时设备体积小巧,适配车间有限安装空间。
3. 脉冲反吹清灰与粉尘处理
随着滤筒表面粉尘不断堆积,系统运行阻力逐渐上升,当阻力达到设定值时,脉冲控制系统自动启动清灰程序。压缩空气经脉冲阀、喷吹管瞬间喷吹至滤筒内部,使滤筒产生剧烈膨胀和振动,表面附着的粉尘被彻底抖落至灰斗内。灰斗内的粉尘通过卸灰阀定时排入集尘桶,可根据粉尘类型进行回收再利用(如金属粉尘)或合规处置(如木质、树脂粉尘),避免二次污染。
四、打磨粉尘处理工程优点
1、过滤精度高:对0.05μm以上的粉尘颗粒去除效率可达99.9%以上,排放浓度远低于国家及地方环保标准,有效改善车间作业环境,保护操作人员身体健康。
2、占地面积小:滤筒式结构相比传统布袋除尘器,体积缩小50%以上,重量轻,可灵活安装于车间地面、墙面或吊顶,无需占用大量空间,适配各类车间布局。
3、运行稳定可靠:PTFE覆膜防静电滤筒,表面光滑,不易粘附粉尘,清灰效果好,系统阻力稳定,滤筒使用寿命可达1-2年,减少设备维护频次和成本。
4、配置灵活多样:可根据打磨工位数量、粉尘产生量、车间布局,定制移动式、固定式、中央集尘等多种方案,既能满足单机作业需求,也能适配流水线规模化生产,投资灵活可控。
5、节能安全:采用低阻力滤筒搭配高效节能风机,能耗比传统除尘设备降低20%以上;风机配置消音箱,噪音控制在85dB以下,符合车间噪音标准;防静电设计可有效预防粉尘爆炸,提升作业安全性。
五、打磨粉尘处理工程案例


如果您需要打磨粉尘处理工程定制方案,欢迎联系启绿环保 137-1272-5152,我们提供一对一技术勘测、方案设计、设备安装、运维售后全流程专业服务。